- WhatsApp: +86-13567760620
- 电子邮件: ryan@wylong.com


国内片材机制造水平的逐步提高,增加了国内塑料片材企业产量的增多和片材品种的多样化,也增加了热成型包装行业的繁荣。
为什么选择我们?
| 起订量 | 1台 |
| 生产周期 | 一个月 |
| 主营产品 | 全自动瓦楞复合 机 全自动智能纸顶 机 全自动纸板复合机 全自动多工位热成型机 全伺服热成型机 单层片材挤出 |
| 质保 | 1年 |
| 公司介绍 | 20年纸张覆膜机、卡片覆膜机、塑料热成型生产专业经验。 位于温州瑞安7000平方米的工厂 超过100名优秀的团队成员 出口到全球60多个国家 品牌合作伙伴如CHNT、BECKER、TATUNG、YASKAWA、UNIENTI、DELTA、VOLTA、TRIO、OMRON、SCHNEIDER ELECTRIC。 |

车间环境

车间环境

车间环境

工厂

展厅

员工办公室
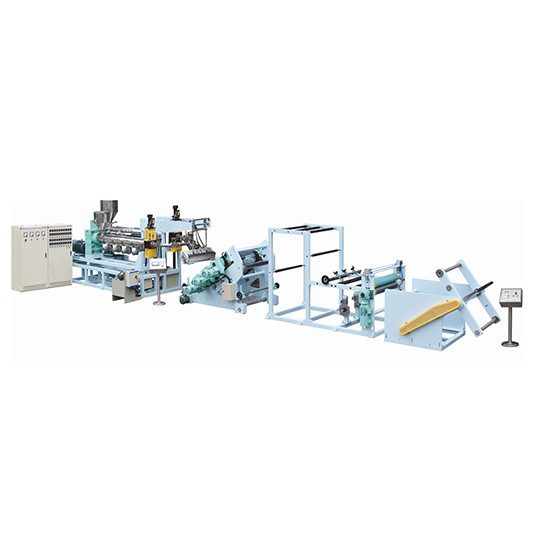
更多关于片材挤出设备的信息
片材挤出成型与其他成型方法相比,具有生产线所用设备相对简单、投入成本低、生产效率高等优点。片材挤出成型的工艺流程为:熔融塑料经挤出机塑化挤出后经栅板进入模头,现在普遍采用平模头,其出口宽而薄,熔融物料从机筒流向机头,流道由圆形变为狭缝形(平缝形),物料将沿机头宽度方向均匀分布。片材或薄片经模头挤出,物料流经整个模头流道,压力减至适中,停留时间尽量短,不发生滞流现象。在牵引装置的牵引下,经光辊压延,再经切边装置整形,最后经切割装置切成所需长度的制品
。
•减少人工和材料消耗,主要体现在尽可能缩短产品更换时间,在生产过程中尽可能实现自动更换;
•通过提高设备塑化能力,增大齿轮扭矩,进一步增大螺杆长径比等措施提高生产效率;
•在挤出成型中,冷却一直限制生产率的提高,必须突破冷却极限;
•感应测量技术、人工智能技术在挤出生产线控制系统中的不断应用,进一步提高了片材生产的稳定性和制品
的质量。
• 购买要点1:螺杆转速
螺杆的转速是影响挤出机生产能力的最关键因素,螺杆转速不仅影响物料的挤出速度和挤出量,更重要的是它能让挤出机在获得高产量的同时,获得良好的塑化效果。过去,提高挤出机的产量,主要采用的方法是增加螺杆直径,虽然螺杆直径增大,单位时间内挤出的物料也会增加。但挤出机不是螺旋输送机,螺杆除了挤出物料外,还对塑料进行挤出、搅拌和剪切,使塑料塑化。在螺杆转速不变的前提下,大直径、大螺槽的螺杆对物料的搅拌、剪切效果不如小直径的螺杆好。
所以现代挤出机主要通过提高螺杆转速来提高生产能力和管材质量。如果螺杆直径不变,提高螺杆转速,螺杆上所受的扭矩就会增加。当扭矩达到一定程度时,螺杆就有扭曲、断裂的危险,但通过改进螺杆材质和生产工艺,合理设计螺杆结构,缩短加料段长度,提高物料流量,减少挤出阻力,可以降低扭矩,提高螺杆的承载能力。
• 购买要点2:螺杆结构
螺杆结构是影响挤出机产能的主要因素,如果没有合理的螺杆结构,单纯的提高螺杆转速来提高挤出量是违背客观规律的,不会成功。高速高效螺杆的设计是以高转速为基础的,这种螺杆在低转速时塑化效果会较差,但提高螺杆转速后塑化效果会逐渐改善,达到设计转速时效果最佳,此时不但有较高的生产能力,而且塑化效果合格。
• 购买点3:桶状结构
机筒结构的改进主要是改进加料段的温度控制和设置加料槽。水套温度是否合理对挤出机的稳定运行和高效挤出至关重要。水套温度过高,会使原料过早软化,甚至使原料颗粒表面熔化,使原料与机筒内壁的摩擦力减弱,从而降低挤出推力和挤出量。但温度也不宜过低,机筒温度过低,螺杆转动阻力过大,超过电机的承载能力,会导致电机启动困难或转速不稳定。贝尔机械采用先进的传感器和控制技术对挤出机水套进行监测和控制,使水套温度自动控制在最佳工艺参数范围内
。
• 购买要点4:加速器
在结构基本相同的前提下,减速机的制造成本大致与其整体尺寸和重量成正比。由于减速机外形和重量较大,意味着制造时要消耗大量的材料,所用的轴承也比较大,增加了制造成本。同样螺杆直径的挤出机,高速高效挤出机比常规挤出机能耗大,电机功率增加一倍,减速机的机架尺寸也相应增大。但高螺杆转速意味着低减速比,对于同样尺寸的减速机来说,低减速比的齿轮模数相对于大减速比的齿轮模数有所增加,减速机的承载能力也随之增加。因此,减速机体积和重量的增加并不与电机功率的增加成线性比例。如果以挤出量为分母,除以减速机重量,则高速高效挤出机数量少,普通挤出机数量大。从单位产量来看,高速高效挤出机电机功率小,减速机重量小,意味着高速高效挤出机单位机器制造成本低于普通挤出机。另外,选购时还应考虑挤出机的
生产
成本、生产效率、供应商、
操作性等因素。
专业塑料加工机械专业制造商
隐私政策 | 浙ICP备2023031134号-1 | 网站地图
版权所有 ©浙江惠龙机械有限公司
 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator